
|
MAKING THE MOST OF FORGING BENEFITS:
GRAIN FLOW BOOSTS PRODUCT PERFORMANCE
In critical load-bearing applications, the superior structural integrity of forgings makes them the preferred choice over components made by other metalworking processes. Forgings deliver strength where most needed while maintaining a good balance of 3-dimensional properties. Achieved by optimizing grain-flow characteristics during the forging process, the ability to tailor this directional strength permits forgings to meet different performance requirements for an almost unlimited number of part configurations.
Grain-structure or grain-flow optimization can produce enhanced mechanical properties, impact strength, and fatigue endurance limits, often boosting service life several times over castings and other competitive processes. In addition, resultant higher strength in thinner sections facilitates weight reduction and permits higher design limits. Consequently, such advantages are responsible for renewed emphasis on optimizing grain flow in forged components.
From automotive to aerospace to industrial machinery and equipment, grain-flow control--one of the most important intrinsic advantages of forgings--delivers impressive performance gains.
Heavy trucks, construction, marine and agricultural equipment last longer under high loads thanks to near-net-shape spiral bevel gears with 100% to 300% better fatigue life and precision-forged straight bevel gears with 6X to 10X greater impact fatigue life, compared to standard "cut" steel gears. Optimum grain flow patterns in net-forged teeth make these performance gains possible.
Forged truck and passenger car wheels become stronger as a result of controlling grain flow in the flange area. Compared to cast versions, forged wheels offer increased strength with a reduced cross-section, saving material, cutting weight, and achieving mileage goals.
Higher-performance aircraft components cost less, especially those with large plan view areas, as a result of precision forging aluminum. Characteristic grain flow puts more strength in more directions; the absence of exclusive amounts of transverse grain produces improved fatigue life compared to machined parts. In structural supports and fittings, cost reduction is common vs. "hogouts" that require extensive 5-axis NC machining.
Forged components for mining, energy and oil-field equipment outperform castings thanks to the enhanced performance that optimizing grain flow provides. Refined grain flow in a 2,450-lb closed-die forged steel connecting rod for coal slurry pipeline pumps provides increased tensile strength and superior transverse properties, that cast components, which continually fail, could not deliver. Similarly, conversion from casting to forging significantly increased the life of a dragline chain for surface mining, boosting both strength and wear resistance.
Pushing Performance Via Grain Flow
Orientation of grain flow--alignment of the metal microstructure with the geometry of the part being forged--is directly responsible for developing maximum tensile strength, toughness (impact strength), fatigue resistance and, ultimately, the greater service-life expectancy so characteristic of forged net-shape parts.
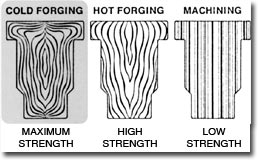
No other metalworking process (including casting, as well as machined components, weldments, and other fabricated assemblies) permits this degree of grain control and subsequent property enhancement. In castings, there is no grain flow pattern to be optimized since the fibered grain structure is characteristically nonexistent as a result of the solidification process. Similarly, components machined from rolled bar exhibit discontinuous grain flow. Because of extensive metal removal, grains are broken at part surfaces. At best, grain orientation in machined parts is unidirectional, taking on the prior pattern of the original bar, billet, etc. In contrast, even forgings that are subsequently machined can retain preferred orientation when grain flow is controlled to allow for machining in specific locations.
'Classical' Grain Flow and Beyond
In highly critical structural aircraft parts, where materials are pushed closest to their practical design limits, the ability to meet high stress requirements may require a design to take full advantage of grain-flow property enhancements. Although this may be one step beyond what is needed in less demanding applications, renewed emphasis on grain flow is accomplishing performance gains that many designers are seeking.
"Classical" grain flow follows the contour of a forged part, as is characteristic of a forged crankshaft. However, certain geometries and performance requirements may dictate a different type of grain flow. For example, circumferential-type hoop strength or strength in the axial direction may be needed, depending on the part geometry and stresses the part will see in service. What can be accomplished in terms of grain flow is also dependent on the forging techniques and tooling utilized, both of which can affect cost, as well as ultimate part performance.
In rib-and-web type forgings, longitudinal grain flow (the strongest orientation in terms of properties) coincides with the primary grain direction of the starting billet. This initial orientation is created by plastic deformation, which elongates the grains in a direction parallel to the primary working direction. Further working by forging modifies this orientation, which can be refined through grain-flow control to produce the best combination of properties in all test directions.
In most designs, this initial grain flow direction (longitudinal and the strongest) is oriented within the part along the axis that will see the highest in-service loads. However, modifications made by judicious use of tooling and forging techniques can be utilized to maximize strength in other directions without sacrificing properties along the principal axis.
A good example of what can be achieved by modifying the forging process to produce isotropic properties is a very-high-pressure cylinder body. Here, upsetting operations were employed prior to conventional reduction of an inclusion-shape-controlled steel. In contrast to standard open-die forging techniques, this combination produced tensile properties and fatigue limits nearly equivalent in all directions, as well as dramatic property improvements in the long- and short-transverse test directions.
Grain-flow Sensitivity: A Prime Consideration
Because of inherent microstructural characteristics, some metals and alloys exhibit "grainflow sensitivity," as is reflected in the degree of isotropy of the material being forged. In practice, this means that materials with high grain-flow sensitivity exhibit a greater difference in properties between the longitudinal and transverse grain-flow directions. (This does not imply that forgings are strong in only one direction, since tests show that properties in any direction usually exceed those of non-wrought products like castings.)
Least direction-sensitive are single-phase alloys and metals like copper, which is forged above its recrystallization temperature. These exhibit only a slight difference in longitudinal and transverse properties upon forging. In contrast, two-phase aluminum alloys or alloys containing intermetallic compounds--most high-strength aluminum alloys, as well as most titanium and superalloys--may be highly direction-sensitive.
Most other materials -including carbon and alloy steels, 300 and 400 series stainless, magnesium alloys and nickel/chromium alloys fall in between the two extremes, possessing moderate grain-flow sensitivity or directional effects. Most of the structural metals in this category possess second phases and other microstructural features which are aligned parallel to the direction of metal flow during forging.
From a metallurgical perspective, the degree of directionality or grain-flow sensitivity depends on the degree of recrystallization (diminishing the effects of grain flow in pure metals), and microstructural characteristics (inclusions, chemical banding, and undissolved phases), which in most structural alloys tend to promote directional sensitivity. The accompanying table details the metallurgical characteristics of various metals and alloys.
Grain-Flow Sensitivity: A Function of Material
Depending on the type of metal or alloy and its microstructural characteristics, grain-flow sensitivity--reflected in the degree of isotropy or property directionality--can vary widely.
Least sensitive
- High cleanliness, single-phase metal with no micro- or macrosegregations. Examples include: Aluminum, copper, nickel, and silver.
- Single-phase, solid-solution alloys: fully recrystallized after forging or annealing. Examples include: Alloys of aluminum, copper, nickel, nickel/copper and nickel/silver.
Moderate sensitivity
- True precipitation-hardenable alloys; fully recrystallized and second phases soluble at solution-treatment temperature; single-phase matrix. Examples: 350,355 stainless steels, magnesium alloys, nickel/chromium alloys, and low alloys of aluminum.
- Two-phase alloys: transformed products present after heat treatment; structure fully recrystallized before cooling. Examples: Carbon and alloy steels; 400 Series stainless steels.
High sensitivity
- Single-phase alloys: no second-phases present; forged below recrystallization temperature (no recrystallization). Examples: 300 stainless steels (cold worked); refractory metals, such as tungsten and molybdenum.
- Two-phase alloys containing some insoluble/undissolved second phases after solution treatment; structure fully recrystallized after forging. Examples: Most high-strength aluminum alloys, 2014, 7075, 7079, etc.; many nickel and cobalt-based superalloys including INCO 901, Waspalloy and Astroloy.
- Two-phase alloys, which are not fully recrystallized after heat treatment following forging (some cold-worked structure remains after heat treating). Examples: Titanium alloys like Ti-6 Al-4V; certain alloys of zirconium, molybdenum alloys like Mo-Ti-Zr.
Precision Forging: A Special Case
Grain-flow patterns can be controlled to a far greater extent in aluminum precision forgings than in parts conventionally forged between upper and lower dies because of the use of multisegment dies. Standard for aluminum precision parts, this type of tooling creates more paths for the material to flow in different portions of the die cavity or into gutter areas surrounding the cavity. As a result of the controlled tooling concepts and deformation characteristic of the precision forging process, aluminum precision forgings exhibit what is considered longitudinal grain flow in many directions. As with conventional forgings, additional modifications to grain direction can be achieved by the use of bending or preforming dies.
To avoid the possibility of stress-corrosion cracking in precision and impression-die aluminum and other alloy parts, grain-flow control is very important. In aluminum alloys, due to highly controlled grain flow and reduction in acceptable transverse grain orientations, precision forgings typically provide stress-corrosion resistance superior to any other machined wrought product.
Experience shows that grain flow should be controlled so that transverse grains or "end grains" do not occur in highly stressed regions, i.e., attachment areas or in locations where holes are drilled or fastener connections are made. If such conditions are unavoidable, a stress-corrosion-resistant aluminum alloy, such as 7050-T7751, should be utilized.
More Benefits of 'Good' Grain Flow
In addition to enhanced properties, grain-flow control offers other benefits by permitting orientation of minor inclusions and other microstructural features to accentuate performance gains. In effect, good grain flow or a specific type of grain flow can actually improve the material itself. This is not the case with castings since characteristic porosity ends up in the final product.
Similarly, control of grain flow also makes forged parts easier to inspect, especially where NDT (non-destructive testing) is specified. For instance, by orienting inclusions like "stringers" into a certain geometric plane, they can be more easily inspected by ultrasonic methods. Often, this ease of inspection makes forgings the choice over other alternatives. A case in point is large steel forgings, such as shell-type pressure vessels that replace steel-plate weldments, the design of which makes them inaccessible for testing.
Not to be forgotten are highly stressed structural members that push state-of-the-art materials to their practical limits. Here, again, managing grain flow for NDT permits fracture-mechanics design by helping to ascertain critical flaw size.
Two-way Communications
Proper development of grain-flow patterns, along with the ultimate property profile, can only be achieved by early design-stage communication between the engineer and the forger. It is this two-way channel that facilitates a truly effective cost/performance balance.
Key to this balance is specifying grain-flow requirements only where they are absolutely necessary In practice, only a few areas of a forging require optimum grain flow -most noncritical areas are subject to considerably lower stresses. Highly stressed areas--aptly named "hotspots"--can readily be identified by determining the failure mode, for example, by failure mode and effects analysis (FMEA).
Such analysis helps to avoid over-specifying grain flow, which can drive costs up. In many cases, optimum grain flow (hence, optimum properties for a particular component) is achieved by employing blocker, and then finish dies. Conversely, even multiple dies cannot improve grain flow of some designs, and specifying a blocker operation merely increases tooling cost. It always pays to check with a forger to determine how best to optimize grain flow, while keeping tooling and production costs down.
Additional Considerations
While the importance of grain flow cannot be overemphasized, other crucial considerations also contribute to optimal performance and design of forged parts, among them: proper selection of the raw material by generic type and form (bar, billet, etc.), heat treatment (e.g., gears require carburizing to increase hardness, hence wear resistance), and post-forming operations (finish machining, grinding, etc.). Consideration of other forging-related design aspects that can affect grain flow, such as parting-line location, tooling options, etc., should be discussed with the forger prior to actual production.
Working with the forger on such design-related aspects can often lead to significant performance refinements and/or cost reductions. The location of the parting line, for example, greatly influences grain-flow development and should be carefully selected to achieve an acceptable balance with performance and cost. In the case of an axle bearing, careful analysis showed that relocating the parting line could reduce manufacturing costs considerably without sacrificing performance.
DO's and DON'Ts of Grain Flow
- DO communicate during initial design stage with forger to optimize properties/forging process in "hotspots". Simply, this means that designers should "do their homework" in identifying highly stressed areas where grain flow is most important.
- DO
relate engineering specs, as well as special tooling requirements, to purchasing personnel, so that critical performance is not sacrificed for lower cost.- DO
review the design, material selection, forging sequence, tooling, etc. with forgers to explore potential cost-saving measures.- DON'T
over-specify aluminum alloy grain-flow requirements, or impose impossible restrictions, such as "no end grain permitted"- DON'T
design aluminum alloy parts with end-grain orientation in attachment points that may be prone to environmental corrosion.- DON'T
overlook the value-added performance advantages of forgings because of slightly higher initial cost. Longer service life often translates into better economics vs. lower-performance alternatives.
|
|
| Home | About Us | Back To Technical Library | Contact Us |
|
Copyright © 1996-2010 JobShop.com. All Rights Reserved. General or Technical Questions? E-mail support@JobShop.com |